
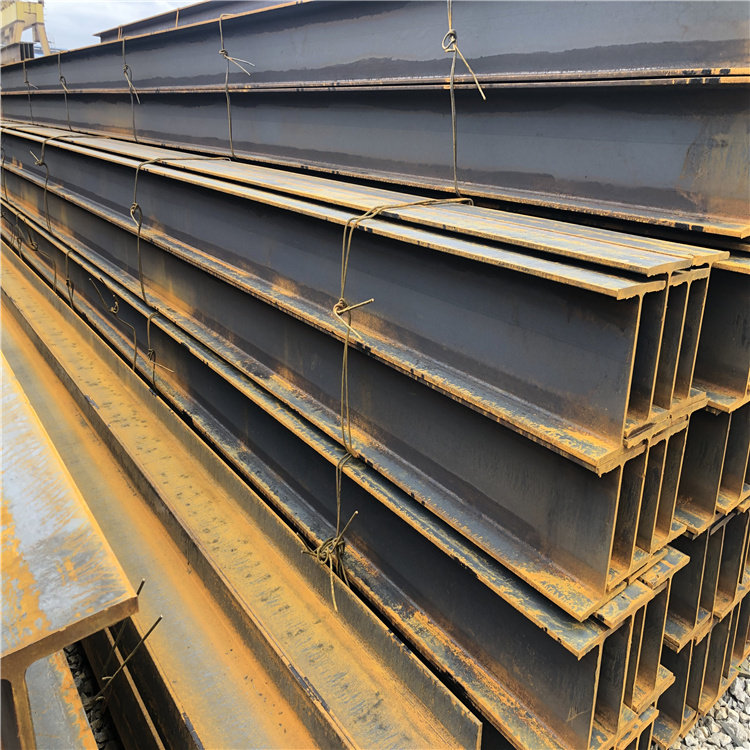
482*300*11*15H型钢 巢湖热镀锌H型钢 承载能力大

经过实践检验,该工艺在产生壁厚大于1mm的钢管时质量尚可,但在生产壁厚小于8mm的钢管时通过定径、张减不能完全消除穿孔毛管的螺旋线,影响了钢管的外观质量。在随后的改造中不得不在穿孔机于定减径机之间增设了一台MINI-MPM(4机架)来确保产品质量。2各热轧机组生产工艺过程特点我们通常将毛管的壁厚称之为轧管。轧管是钢管成型过程中 重要的一个工序环节。这个环节的主要任务是按照成品钢管的要求将厚壁的毛管减薄至与成品钢管相适应的程度,即它必须考虑到后继定、减径工序时壁厚的变化,这个环节还要提高毛管的内外表面质量和壁厚的均匀度。围本标准规定了公称压力PN为.2.1.、1.2.5和4.MPa的平面、突面板式平焊钢制管法兰的型式和尺寸。本标准适用于公称压力PN.25~PN4.MPa的平面、突面板式平焊钢制管法兰。用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准版本的可能性。GB/T9112—2钢制管法兰类型与参数GB/T9124—2钢制管法兰技术条件3法兰的型式与尺寸3.1PN.2PN.PN1.、PN1.PN2.5和PN4.MPa平面板式平焊钢制管法兰的型式应符合图1的规定,尺寸应符合表1~表6的规定。2PN.2PN.PN1.、PN1.PN2.5和PN4.MPa突面板式平焊钢制管法兰的型式应符合图2的规定,尺寸应符合表1~表6的规定。兰的技术要求4.1法兰的技术要求应符合GB/T9124的规定。2法兰在不同温度下的无冲击工作压力应符合GB/T9124—2附录A(标准的附录)的规定。3法兰的焊接接头型式和坡口尺寸应符合GB/T9124—2附录B(提示的附录)的规定。轧三特钢
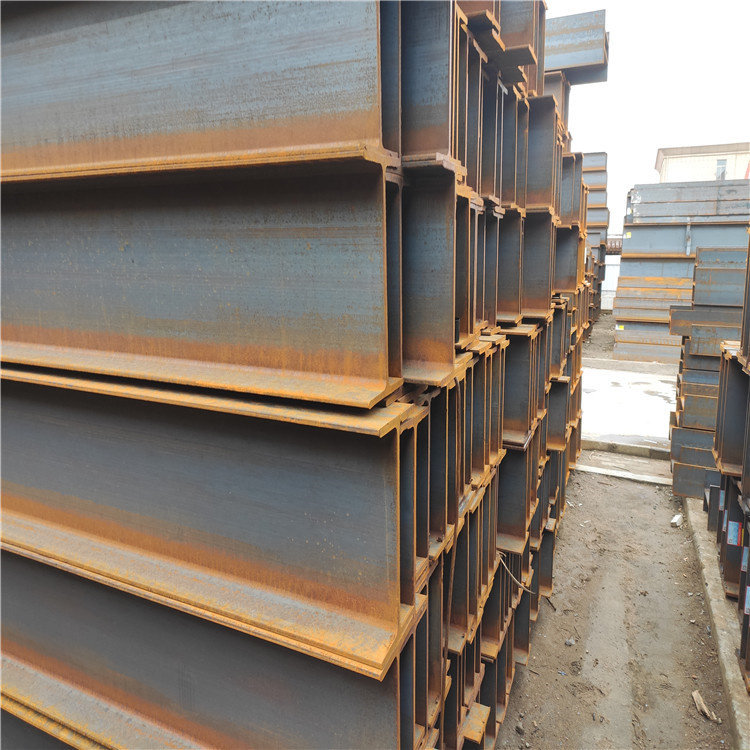
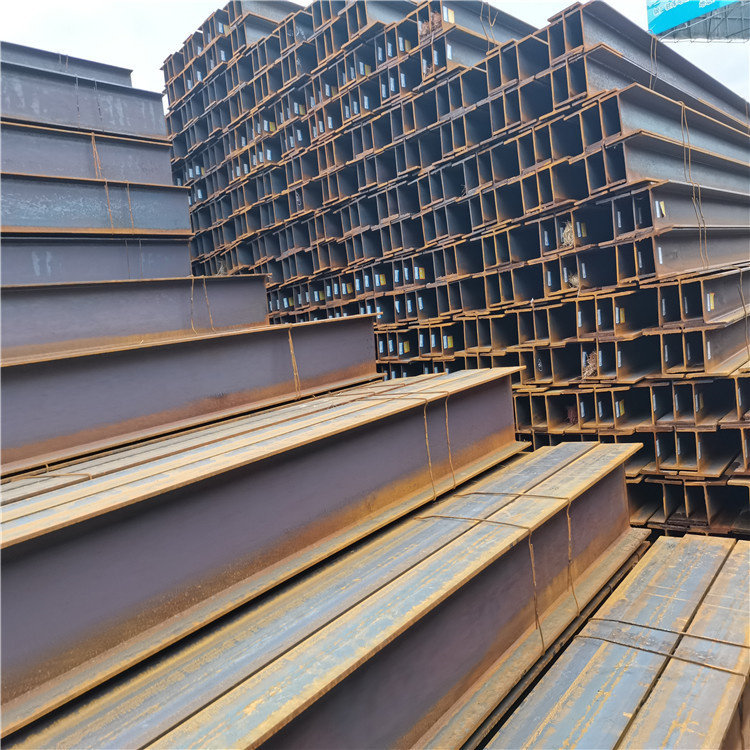
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H在700mm以上的产品称为大号、300~700mm的称为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差不大
482*300*11*15H型钢 巢湖热镀锌H型钢 承载能力大减少排除碱金属 影响采用低硫、低碱的铁矿石烧结,合理配矿,减少人炉碱负荷。适当增加烧结矿中MgO的含量,提高烧结矿强度,高MgO烧结矿的软化始温度比高碱度烧结矿高70-140℃;并且软化温度区间窄,低温还原粉化率低,有利于高炉改善透气性。在烧结过程中加人CaC12对烧结矿进行氯化脱碱。CaC12既有利于提高烧结矿强度,又能与碱金属反应生成KCl和NaCl而形成蒸汽随烧结废气排出。
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。 5H型钢 巢湖热镀锌H型钢 承载能力大而管材的外表面采用附着力达到 1级,耐磨性经1次洗刷不破损、不露层、不起泡,耐候性的特殊防腐材料。其外表面的耐腐蚀性能好。防火性能好由于铝合金UPVC复合排水管外层包覆了铝合金金属层,其熔点为66℃。它的防火性和阻燃性强,是一种安全的建筑材料,克服了UPVC管在建筑排水管道应用中的防火安全问题。是现代建筑户内、地下车库、外排水、雨水管道的理想选择。外观色彩多样化在铝合金表面可涂覆附着力极强的特殊防腐材料。2控制装置、压力表、压力调节装置完整齐全,灵敏可靠。3基础、机座稳固牢靠,地脚螺栓和各部螺栓紧因齐全,规格统一,螺纹外露1-3扣,符合技术要求。4管线、管件、阀门、支架等合理牢固完整,标志分明,符合要求。2运行性能2.2.1设备润滑良好,实行“五定,三级过滤”。2无异常振动、松动、杂音等现象。3压力、流量应符合要求。4设备生产能力应达到铭牌出力或查定能力。3技术2.3.1设备履历卡、检修及验收记录齐全。2设备运转必须有运行记录。3设备总装图与易损配件图纸齐全。备操作规程、设备维护检修规程齐全。备及环境2.4.1设备清洁,外壳无灰尘,无油垢,无杂物,基础、底座和环境整洁;无积水、油插等,到“沟见底,轴见光”。2阀门、管线、接头、法兰和轴封等均达到无泄漏标准。膜泵设备维护3.1日常维护3.1.1停泵时严格执行安全操作规程。2经常保持机体及周围环境的整洁。3执行“五定”、“三绝过滤”润滑制度。2定期检查内容3.2.1定时检查电流、转速、温度、流量、压力是否符合要求。2定期检查设备各部运转是否正常,有无异常现象及泄漏现象。3常见故障方法常见故障方法见表2。表2现象故障原因消除方法现象故障原因消除方法压力不足或升高1.压力调节阀调节不2.压力调节阀失灵3.压力表失灵1.调节压力阀至所需压力2.检修压力调节阀3.检验或更换压力表压力下降4.隔膜泵贮油箱油面太低5.隔膜泵泵体泄漏或膜片损坏4.加注新油5.检查更换密封垫或膜片流量不足1.进排料阀泄漏2.膜片损坏3.转速太慢、调节失灵1.检修或更换进排料阀2.更换膜片3.检修控制装置、调整转速压力下降1.补油阀补油不足2.进料不足或进料阀泄漏3.往塞密封漏油1.检修补油阀2.检查进料情况及进料阀3.检修密封部分漏油密封垫、密封圈损坏或过松调整或更换密封垫、密封圈3.4紧急情况停车3.4.1突发性超压。2控制部分失灵。常声响、振动。修周期和检修内容4.1检修周期当本单位状态监测手段已具备展预知维修的条件后,经请示本单位上一统主管部门批准,可不受上表限制。2检修内容4.2.1中修4.2.1.1检查紧固各部连接螺栓。1.2清洗检修进排阀组及管线。1.3清洗孔板、检查膜片使用情况。1.4检查调整柱塞密封等。1.5清洗压力控制阀贮油箱。1.6检修压力调节阀、补油阀。1.7检查、补充更换润滑油和控制油。2大修4.2.2.1包括中修内容。2.2解体、清洗各零部件。2.3检查、检修或更换曲轴、轴瓦、轴壳、轴套的磨损状况及配合间隙。2.4检查、检修改更换中轴及轴瓦的磨损状况及配合间隙。2.5检查、修理柱塞与导向体。2.6检查、修理电机及电气装置。2.7外表喷漆防锈。修方法及质量标准5.1泵头部分、进排料阀组5.1.1阀座与阀头吻合线宽度为.25-2.mm,且吻合线上不得有锈蚀,麻点等缺陷。为了下降尾矿档次和进步高梯度强磁选机才能,28年9月,对各系列添加1台SLon-2型高梯度强磁选机,单系列高梯度强磁选才能增大到11~18t/h,一同将本来中磁前的圆筒筛改为平板筛,优化了中磁机的作业条件,对净化流程也起到了积极作用。改造完成后,中、强磁选尾矿档次由17%降到12%左右,强磁选前稠密机溢流浓度也降到3.%以下,溢流档次低于23%,作用非常显着,所以高梯度强磁选机扩能改造项目对进步精矿产量起到了积极作用。